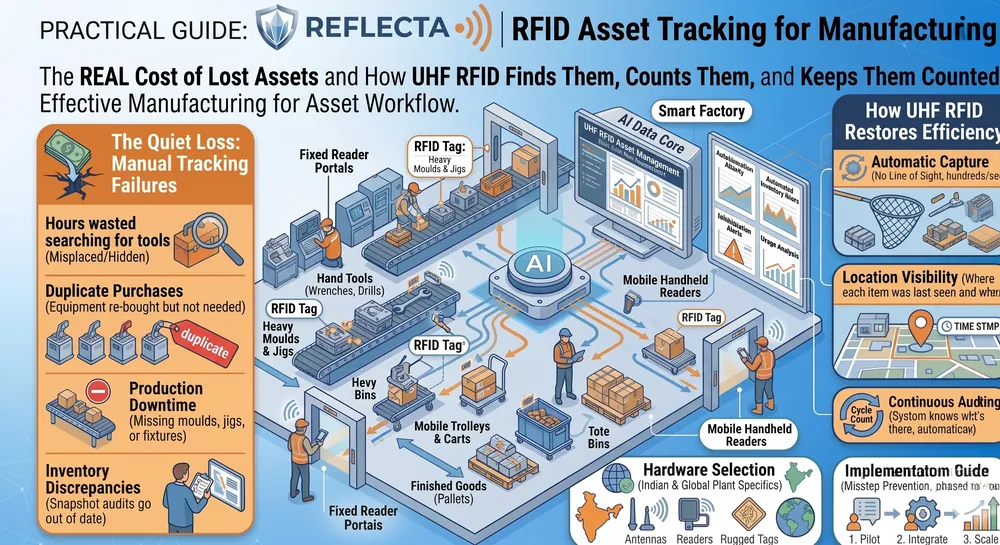
The real cost of lost tools and equipment — and how a UHF RFID system finds them, counts them, and keeps them counted.
RFID asset tracking attaches a small radio tag to every asset that matters — tools, moulds, trolleys, fixtures, finished goods — and reads those tags automatically as they move past fixed or handheld readers. Instead of someone walking the floor with a clipboard, the system knows what each item is, where it was last seen, and when, in near real time. For a manufacturer, that single shift — from manual record-keeping to automatic capture — is what stops the quiet, continuous loss of assets, hours, and money that most plants never put a number on.
This guide walks through what those losses actually are, how UHF RFID removes them, how to choose the right hardware for an Indian or global plant, and how to roll it out without the common missteps.
What lost assets actually cost you
Most plants still track equipment with spreadsheets, whiteboards, or paper logs. The trouble is not just that this is slow — it is that the record is wrong almost as soon as it is written. An asset moves to another bay, the sheet does not get updated, and from then on the system and the shop floor disagree. Over a year, that gap compounds into three distinct costs.
Search time. Hunting for a misplaced tool or fixture routinely eats well over an hour of paid time per incident. If every worker loses even ten minutes a day to searching, that is roughly a full working week per person, per year, spent finding things rather than making them.
Duplicate and phantom purchases. When records cannot be trusted, two failures follow. Teams re-buy equipment the company already owns but cannot locate, and the books carry "paper assets" — items that exist in the system but are long gone from the floor. The fully loaded cost of a single misplaced item, once search time, lost output, and replacement are added up, can reach several times its purchase price.
Downtime and slipped maintenance. The most expensive failure is production stopping. Manufacturers commonly lose a meaningful share of capacity to downtime, and when a tool or gauge cannot be found, preventive maintenance slips, compliance is put at risk, and a small problem becomes a line stoppage. In a high-value plant, an hour of unplanned downtime is measured in lakhs or crores, not rupees.
Put together, poor asset visibility is rarely one big loss — it is a steady leak. RFID closes it by making the record automatic and always current.
How RFID asset tracking works
An RFID asset-tracking system has three parts: a tag on each asset, readers and antennas that detect those tags, and software that turns the reads into a usable picture. The advantages over manual tracking and over barcodes come down to four things.
It captures data without anyone doing the capturing.
Readers detect tags on their own — on a doorway, a shelf, a machine, or a handheld unit carried down an aisle. There is no scan step and no data entry, so the record updates itself and audits that used to take days finish in minutes. Convalexa's VIGI Track solution is built around exactly this: continuous, hands-off capture of asset movement and status.
It needs no line of sight.
Unlike a barcode, which must be seen to be scanned, a UHF RFID tag is read by radio. Tags can be read through packaging, inside containers, and from several metres away — so assets that are stacked, boxed, or awkward to reach still get counted.
It reads hundreds of tags at once.
A reader can capture an entire shelf or pallet of tagged items in a single pass. A stock count that once meant hours of one-by-one scanning becomes a few seconds of walking past. This is the single change most operators feel first.
It feeds your existing systems.
RFID is most valuable when it does not stay in its own silo. Read data flows into ERP and Manufacturing Execution Systems, so asset location and status sit alongside the rest of your operational data — informing maintenance scheduling, inventory planning, and quality audits without manual re-keying.
| Capability | What it removes |
|---|
| Automatic capture | Manual data entry and the errors and lag that come with it |
| No line of sight | Time lost reaching, unstacking, and unpacking to scan |
| Bulk reading | Hours of one-by-one stock counting |
| ERP / MES integration | Disconnected records and duplicate spreadsheets |
Choosing the right RFID for your plant
The wrong tag or frequency is the most common reason a deployment underperforms, so this choice matters more than the software.
Passive vs active tags.
Passive tags have no battery; they draw power from the reader's signal, cost little, and suit high-volume tagging of tools, parts, and equipment at ranges up to roughly ten metres. Active tags carry their own battery and broadcast over much longer distances, which makes sense for large, high-value, widely spaced assets such as vehicles or yard containers. For most in-plant manufacturing assets, passive UHF is the right starting point.
Frequency — and why the band matters in India.
RFID runs in three broad bands: LF (around 125–134 kHz, very short range, strong near metal and liquid), HF (13.56 MHz, up to about a metre, used for access and payment), and UHF (860–960 MHz, several metres, fast bulk reading). For asset tracking, UHF is the workhorse. The important detail for local deployment: India and the EU both use 865–868 MHz, and tags tuned for one region are not interchangeable with, say, the US 902–928 MHz band. Convalexa's REFLECTA readers, antennas, and tags are built for the 865–868 MHz band and comply with EPC Gen2v2 and ISO/IEC 18000-6C, so the same hardware serves Indian and European sites.
Match the tag to the environment.
Metal and liquids are RFID's natural enemies — metal reflects the signal and detunes ordinary tags, liquids absorb it. A standard label stuck to a steel fixture may read at almost zero range. The fix is a purpose-built metal-mount tag: the IP67-rated REFLECTA MET-A730, for example, reads off metal at up to 8.5 metres and survives the heat, oil, and vibration of a real shop floor. We covered one demanding version of this in detail in our piece on RFID mould mapping for injection moulding.
Plan for growth.
Whatever you choose should scale and integrate. Confirm the system can grow to more assets and sites, can be customised to your processes, and connects to your existing manufacturing software. Sticking to international standards such as ISO/IEC 18000 keeps you interoperable rather than locked to one vendor.
Rolling it out: a practical path
A measured rollout beats a big-bang one almost every time.
Start with a pilot. Pick one zone — a single aisle, store, or production line — that represents your wider operation, and run it for 30 to 90 days against a clear metric such as stock-count time or audit accuracy. A pilot proves value on real numbers and surfaces problems while they are cheap to fix.
Get tag selection and antenna placement right. The two most common technical failures are the wrong tag for the surface and poorly placed readers or antennas, both of which cause missed reads. Field-test placements in your actual environment rather than assuming — a short test now prevents a frustrating go-live later.
Bring the team in early. Show operators how the tags and readers make their day easier, not harder. Training and early involvement are what turn a working system into an adopted one; skip it and even good hardware gets worked around.
Want the numbers first? If you are building a business case, our RFID ROI calculator lets you estimate the payback for your own plant before committing.
Where this is heading
Asset tracking is converging with IoT and analytics. As RFID reads feed cloud platforms and AI models, the data stops being a passive record and starts predicting: flagging maintenance before equipment fails, spotting bottlenecks in how assets flow, and catching unusual movement that hints at loss. Tags themselves keep getting smaller, cheaper, and tougher. For a manufacturer, the practical takeaway is that a UHF RFID foundation laid today is what makes those capabilities available tomorrow — the tracking layer is the prerequisite for the intelligence layer.
Frequently asked questions
It attaches a small radio tag to each asset and reads those tags automatically with fixed or handheld readers. Each read records what the asset is, where it was seen, and when — building a live, searchable record without anyone scanning a barcode or updating a spreadsheet by hand.
Barcodes need line of sight and are read one at a time. UHF RFID needs no line of sight, reads hundreds of tags at once from several metres away, and reads through packaging — turning an hours-long stock count into seconds.
India and the EU both use the UHF band of 865–868 MHz. REFLECTA hardware is tuned to this band and complies with EPC Gen2v2 and ISO/IEC 18000-6C, so the same equipment works across Indian and European deployments.
Standard tags fail on metal because the metal detunes them. Metal-mount tags such as the REFLECTA MET-A730 read reliably off metal at up to 8.5 metres, with an IP67 rating for hot, oily, or wet environments.
With a 30–90 day pilot in one zone, measured against a clear before-and-after metric. It proves the value, surfaces issues early, and gives you the numbers to justify a plant-wide rollout.
Related